
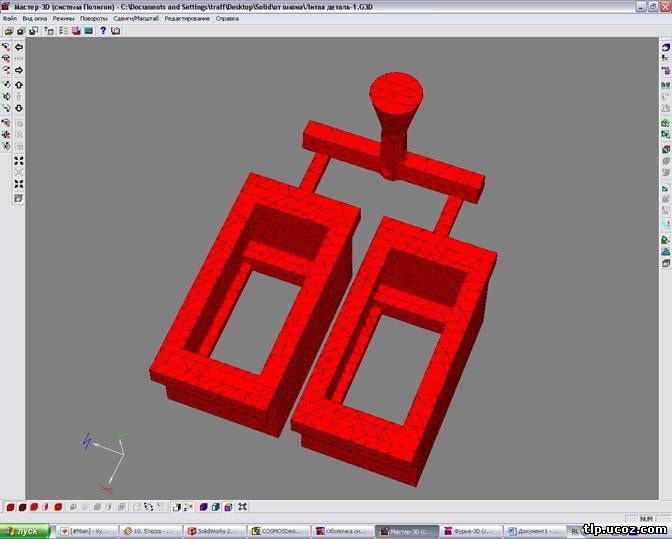
4.Моделирование и расчёт процесса затвердивания.
Разбитые на сетку отливка вместе с литниково-питающей системой.
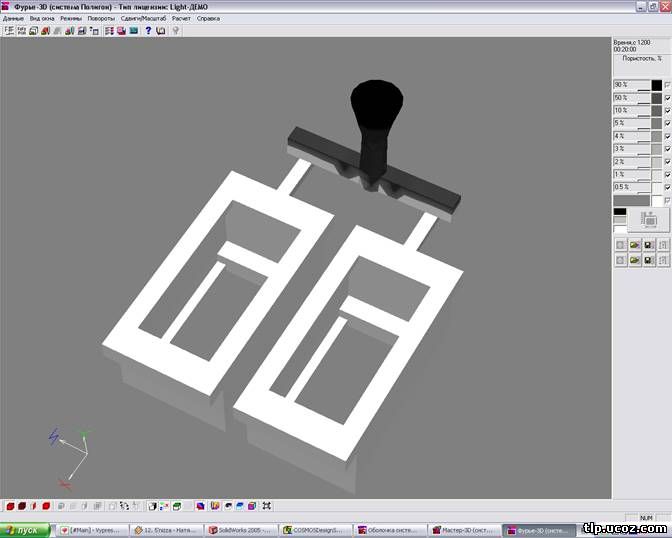
Наглядное изображение пористости
5. Описание конструкции модели и стержневых ящиков.
В массовом и крупносерийном производстве наибольшее распространение получили металлические и пластмассовые модельные комплекты. Это обусловлено тем, что металлическая оснастка по сравнению с деревянной имеет большую начальную размерную точность, которую она сохраняет в течении длительной эксплуатации .При проектировании модели необходимо стремиться к простоте конструкции, отвечающей выбранному технологическому процессу получения формы. Она должна быть легкая, прочная и достаточно жесткая.
Модель изготавливаем цельнолитой. Материал СЧ15. Размеры модели приводим с учетом усадки сплава.
Точность монтажа литниковой системы ±0.5 мм.
Модель крепится болтами и штифтами по месту. Крепления моделей питателя, шлакоуловителя.
Стержневой ящик состоит из двух половинок: правой и левой. Половинки центрируются с помощью специального выступа на одной из половинок и соответствующей впадины на другой. Скрепляются половинки специальными скобами, которые не допускают раскрытия половинок стержневого ящика во время формовки. После окончания формовки скобы снимаются, половинки рассоединяются, и стержень выкладывают на драйер.
Металлические модели и стержневые ящики изготавливают из литых заготовок путём их механической обработки.
6. Выбор формовочных и стержневых смесей.
Формовочная смесь :
Формовочная смесь:
1) Оборотная формовочная смесь 90 – 95%(от массы ЕФС);
2) Свежий кварцевый песок 1К1О202 по ГОСТ 2138-98 3 – 5 % (от массы ЕФС);
3) Связующее – бентонитовая глина П2Т1 по ГОСТ 28177-89 1,5 -- 2 %(сверх 100%);
4) Специальные добавки, которые формируют технологические требования смесей: уголь гранулированный по ТУ 12-1 – 76 0,5%(от массы ЕФС);
крахмалит 0,015 – 0,05% (от массы ЕФС);
5) Вода до влажности 4%;
Для приготовления стержневой смеси используются бегуны типа 15101. Данный смеситель изготавливается в 2-х исполнениях:
- с объемными дозаторами для отработанной смеси
- с весовыми дозаторами
Объем замеса: 0.3 м3
В качестве стержневой используем смесь для стержней в холодной оснастке(ХТС).
Стержневая смесь:
1)Наполнитель – кварцевый песок 1К1О202 по ГОСТ 2138-98 100%
2)Связующее – Фуритол 127 1.5 -2%(от массы песка)
3)Катализатор – ортофосфорная к-та 45 – 50 %(от массы связующего)
Физико – механические свойства формовочной смеси :
1. Предел прочности на сжатие сырых образцов: 0.12 – 0.14 МПа.
2. Прочность сырых образцов на разрыв не менее 0,12 МПа.
3. Газопроницаемость не менее 90 ед.
4. Уплотняемость 25 – 40% .
5. Содержание влажности ( до необходимой уплотняемости ) 3,2 – 3,8 %.
6. Общая глинистая составляющая 11- 14%.
7. Содержание углерода 1,5 – 2,6 %.
8. Концентрация водородных ионов (pH): 9,3 – 10,5.
9. Предел прочности в зоне конденсации влаги не менее 0,015 МПа.
10. Текучесть при статическом уплотнении не ниже 65%.
11. Формуемость не ниже 75%.
12. Осыпаемость не более 1 %.
Физико-механические свойства стержневой смеси:
- Предел прочности на сжатие сырых образцов – 0,007-0,008 МПа.
- Прочность на растяжение в сухом состоянии – 0,8-1,2 МПа.
- Влажность – 2,8-3,4 %.
- Газопроницаемость в сухом состоянии – не ниже 150 ед.
Порядок приготовления смеси.
1. Приготовление формовочной смеси производится в бегунах мод. 115 ориентировочная производительность одних бегунов 30т смеси в час
2. Состав одного замеса формовочной смеси приведен в табл.1.
3. Перед пуском бегунов визуально убедиться в чистоте чаши бегунов через смотровую
дверку, стоя на площадке бегунов ; проверить закрыты ли отверстия для взятия пробы формовочной смеси и выпуска смеси.
4. Включить бегуны с соблюдением всех требований согласно ИОТ №256. Количество оборотной смеси с кварцем песком на один замес определяется объемом дозатора, ориентированного на массу 1400 кг. Дозирование и загрузка осуществляется автоматически.
5. Дозирование сухого песка производится на транспортируемою из – под выбивной решетки оборотную смесь из расходуемого бункера через шайбу с ориентировочным диаметром отверстие 26 мм , в расчете на 70 кг. Шибер подачи песка сблокирован с ленточным конвейером и перекрывает подачу песка при его остановке.
6. Дозирование глинистой составляющей в количестве 21 кг. На один замес осуществляется автоматически с помощью реле времени из расходного бака над бегунами по трубопроводу, обеспечивающему подачу глинистой суспензии с ориентировочным расходом 0,006 м3 / с (6 л / с)
7. Дозирование угля гранулированного осуществляется автоматически с помощью объёмного дозатора из расходного бака над бегунами.
8. По аналогии производится дозирования крахмалита в количестве 0,28 кг.
9. Время перемешивания составляющих при работе в автоматическом режиме определяется с момента прекращения подачи глинистой суспензии до момента открытия разгрузочной дверки и должно составлять 45 – 50. Общее время приготовления одного замеса 70 с.
10. Воду добавляют до достижения необходимой влажности 2,8-3,5%.
11. В случае несоответствия влажности формовочной смеси корректируется доза глинистой суспензии изменением времени дозирования в большую сторону при плохой влажности и в меньшую сторону при повышенной влажности.
12. Выгрузка готовой формовочной смеси из бегунов осуществляется автоматически на ленточный конвейер ЛК 35 (ЛК5) для транспортирования на участок формовки.
13. В процессе работы следить за работой всего смесеприготовительного оборудования и приготовительного участка , их работа должна быть согласованной.
14. В процессе работы осуществлять постоянный визуальный контроль за наличием отработанной смеси в резервном бункере.
15. В процессе работы строго соблюдать правила техники безопасности.
7. Выбор оборудования.
Для плавки чугуна марки СЧ15 используют в основном вагранки. Это обусловлено рядом условий:
-дешевизна процесса плавки и плавильного оборудования;
-можно получить качественную отливку без каких-либо дополнительных обработок;
-возможность получения заданных технологических, физических и механических свойств.
В настоящее время около 95% вторичной плавки чугуна осуществляется в вагранках(в основном на промышленных заводах Беларуси). Нельзя предполагать, что вагранка в ближайшее время будет полностью вытеснена другими плавильными печами, особенно в связи с растущей конвейеризацией литейного производства, в условиях которого непрерывный выпуск металла из плавильной установки имеет существенное значение.
Для налаживания производства данного типа отливок используется комплексная автоматическая литейная линия ИЛ225. Она предназначена для изготовления отливок из стали и чугуна в сырых одноразовых формах в условиях массового и крупносерийного производства.
Техническая характеристика линии ИЛ225:
1)Размеры опоки: в свету – 1000*800 мм;
высота – 350 мм;
габариты в плане – 1450*1060 мм;
2)Производительность цикловая – 240 форм/ч;
3)Наибольшее усилие прессования – 2350 кН;
4)Давление прессования – до 4 МПа;
5)Наибольшая металлоемкость формы – 70 кг;
6)Скорость движения опок по роликовым конвейерам – 4 – 6.75 м/мин;
7)Скорость охлаждения формы – 30 – 90 мин;
8)Число комплектов опок – 100;
9)Число комплектов подопочных плит – 90;
10)Установленная мощность – 115 кВт;
11)Расход формовочной смеси – 75 – 110 м3/ч;
12)Число операторов – 5;
13)Габаритные размеры линии – 65200*9300*6855 мм;
14)Общая масса линии – 220 т;
Вся линия разделена на 5 технологических участков:
1)формовка
2)сборка форм
3)заливка
4)охлаждение
5)выбивка
Технологический цикл изготовления отливок на линии разделен на следующие составляющие:
1)формовка нижних и верхних полуформ;
2)простановка стержней в нижние полуформы;
3)2-хкратная кантовка верхних полуформ;
4)сборка форм;
5)укладка форм на подопочные плиты;
6)прижим собранных полуформ перед заливкой;
7)заливка;
8)охлаждение форм;
9)снятие форм с подопочных плит;
10)выдавливание кома из опок;
11)выбивка форм;
12)разъединение (распаровка) комплекта пустых опок;
13)очистка опок;
14)подача опок на участок формовки
Все технологические участки соединены между собой посредством приводных и неприводных роликовых конвейеров.
Изготовление форм и стержней осуществляется на формовочном участке линии. Формы на данной линии изготавливаются методом верхнего прессования при нижнем расположении модельного комплекта. Равномерность уплотнения смеси в форме обеспечивается использованием дифференциальной многоплунжерной головки и дополнительной вибрацией. Для данной линии используется автомат формовочный прессовый В440М1
Технические характеристики автомата В440М1:
1)Производительность - 240 полуформ/ч;
2)Усилие прессования - 2350 КН;
3)Давление прессования – 4 МПа;
4)Расход формовочной смеси – 80 м3/ч;
5)расход сжатого воздуха – 12.5 – 16.5 м3/мин;
6)Габаритные размеры: длина – 4000 мм;
ширина – 4000 мм;
высота – 6625 мм;
7)Масса – 38000 кг
Автомат имеет механизм засыпки, состоящий из бункера и питателя, который служит для равномерного распределения смеси по всему объему опоки. Он выполнен в виде сварного короба со встроенным цилиндром, перемещающим питатель на наполнительную рамку. Прессовая дифференциальная головка состоит из верхней и нижней плит и 35 гидроцилиндров.
Работа автомата: Опока с помощью толкателя поступает на наполнительную рамку. Рамка опускается вместе с опокой на модельный комплект. Одновременно происходит обдувание и опрыскивание модели разделительным составом. В комплект питатель при ходе вперед подает и равномерно распределяет формовочную смесь по всему объему. Вернувшись в исходное положение, питатель дает сигнал на включение прессования. С помощью рычажного механизма подвижная плита с дифференциальной головкой опускается и уплотняет смесь. После прессования толкатель пустой опокой выталкивает смесь на рольганг линии.
Для изготовления стержней используется машина стержневая пескодувная 8-мипозиционная автоматическая 4509С.
Техническая характеристика машины 4509С:
1)Наибольший объем стержня – 10 дм3;
2)Габаритные размеры ящика: длина – 600 мм:
ширина – 400 мм:
высота – 100 мм:
3)Цикл производительности – 100 съемы/ч;
4)Объем рабочего резервуара – 25 дм3;
5)Габаритные размеры машины: длина – 4700 мм;
ширина – 3850 мм;
высота – 2900 мм;
6)Масса – 14000 кг
Механизм надува состоит из резервуара, в который встроены пескострельная гильза, клапаны вдува и выхлопа. Поворотный стол выполнен из 8-мигранной литой тумбы, вращающейся на вертикальной стойке. К каждой грани крепятся кронштейны, на которых размещаются стержневые ящики. Печь состоит из пода и колпака с электронагревательными элементами. Под выполнен из огнеупора, колпак – сварной. Узел разборки и выдачи стержней состоит из следующих механизмов:
А) подъема верхней половины ящика
Б) выталкивания стержней из верхней и нижней половин ящика
В) выдачи стержней на рольганг
Нагретый до Т-ры 180-2700С в печи ящик подается на позицию надува I. Одновременно с надувом открывается шиберный затвор, гильза загружается очередной порцией смеси. Поворотный стол подает ящик на позицию II. Эта позиция свободна и может использоваться для замены ящиков.
Позиции III – VII –позиции отверждения стержней.
Оборудование:
- Бегуны смешивающие мод. 115.
- Барабанный магнитный сепаратор мод. СМ-63.
- Полигональное сито с диаметром ищеек 2,2 мм.
- Система ленточных конвейеров, КЛ-116, В-800, В-1000.
- Совок для отбора по ориентировочными размерами 130 * 100 * 40 мм.
- Секундомер.
- Бункер для хранения оборотной смеси.
- Набор шайб с отверстиями для дозирования сухого кварцевого песка.
- Автоматическая система раздачи смеси по бункерам с ЛК10.
- Расходный бак над бегунами для подачи глинистой суспензии, ориентировочной объем 8м³.
- Емкость для замера удельного веса глинистой составляющей объемом не менее 0,0015 м³. (1,5 л) высотой 300мм.
- Емкость для дозирования жидкой противопригарной эмульсии , ориентировочный объем 0,001 м³ (1л).
- Емкость для хранения крахмалита объемом 0,001 м³ (1л).
- Резервный бункер для хранения оборотной смеси, ориентировочный объем 20 м³.
- Лопата совковая с длиной черенка не менее 1,6 мм ГОСТ 19596.
1<<перейти к странице >> 3
