
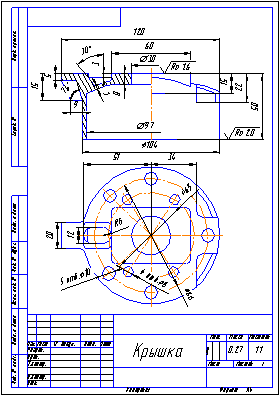
Разработка технологического процесса изготовления отливки "Крышка"Содержание4.1 Назначение детали…………………………………………………………....3 4.2 Выбор положения отливки в кокиле, и плоскости разъема кокиля…...…..3 4.3 Выбор припусков и разработка литейно-модельных указаний……………4 4.4 Выбор и технология изготовления отливки………………………………11 4.5 Расчет литниковой системы………………………………………………...14 4.5.1 Расчет прибыли…………………………………………………………….15 4.6 Дефекты отливок и их исправление……………………………...16 4.7 Техника безопасности и охрана окружающей среды………….18 Список используемой литературы……………………………………………...19 1 Назначение деталиТиповая отливка "Крышка" изготавливается из сплава АК5М7. Состав по ГОСТ 1639-93 приведен в таблице 2.1.
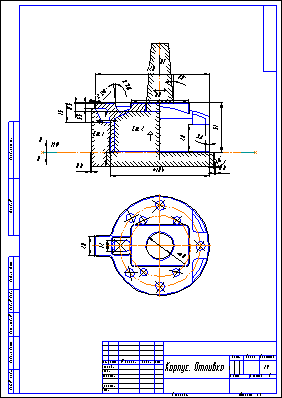
Отливка "Крышка" крепится на корпусе и к ней не предъявляют особых требований, кроме эксплуатации в атмосфере с температурой до 250 С. Масса отливки 0.27, кг. 2 Выбор положения отливки в кокиле, и плоскости разъема кокиляПоложение отливки в кокиле определяет весь дальнейший технологический процесс ее изготовления. При указанном на чертеже положении отливки в форме мы обеспечиваем удобное и надежное крепление стержней и отсутствие деформации или смещения под действием собственной массы и при заливке металла. При данном выборе поверхности разъема формы обеспечивается наименьшая трудоемкость изготовления кокиля, трудоемкость обрубных операций и точность размеров отливки 3 Выбор припусков.Требования, предъявляемые к литой детали, можно выполнить лишь при условии, что её конструкция будет отвечать как требованиям технологии механической обработки, так и литейной технологии. Для обеспечения этих требований воспользуемся ГОСТ 26645-85 (Допуски размеров, массы и припуски на механическую обработку) [5]. Данный стандарт распространяется на отливки из чёрных и цветных сплавов, и устанавливает допуски размеров, формы, расположения и неровности поверхностей, допуски массы и припуски на обработку. Перед заливкой расплава новый кокиль подготавливают к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, масла; проверяют легкость перемещения подвижных частей, точность их центрирования, надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия - облицовки и краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а их толщина - от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, расплавления и схватывания с металлом отливки. Облицовки и краски выполняют две функции: защищают поверхность кокиля от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, а значит, и процессы ее затвердевания, влияющие на свойства металла отливки. Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры 423-453 К. Краски наносят на кокиль обычно в виде водной суспензии через пульверизатор. Капли водной суспензии, попадая на поверхность нагретого кокиля, испаряются, а огнеупорная составляющая ровным слоем покрывает поверхность. После нанесения огнеупорного покрытия кокиль нагревают до рабочей температуры, зависящей в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров, требуемых свойств. Температура нагрева кокиля перед заливкой 473-623 К. Затем в кокиль устанавливают песчаные или керамические стержни, если таковые необходимы для получения отливки; половины кокиля соединяют и скрепляют специальными зажимами, а при установке кокиля на кокильной машине с помощью ее механизма запирания, после чего заливают расплав в кокиль. Часто в процессе затвердевания и охлаждения отливки, после того как отливка приобретет достаточную прочность, металлические стержни "подрывают", т.е. частично извлекают из отливки до ее извлечения из кокиля. Это делают для того, чтобы уменьшить обжатие усаживающейся отливкой металлического стержня и обеспечить его извлечение из отливки. После охлаждения отливки до заданной температуры кокиль раскрывают, окончательно извлекают металлический стержень и удаляют отливку из кокиля. Из отливки выбивают песчаный стержень, обрезают литники, прибыли, выпоры, контролируют качество отливки. Затем цикл повторяется. Перед повторением цикла осматривают рабочую поверхность кокиля, плоскость разъема. Огнеупорную краску наносят на рабочую поверхность кокиля 1-2 раза в смену, изредка восстанавливая ее в местах, где она отслоилась от рабочей поверхности. После этого при необходимости, что чаще бывает при литье тонкостенных отливок или сплавов с низкой жидкотекучестью, кокиль подогревают до рабочей температуры, так как за время извлечения отливки и окраски рабочей поверхности он охлаждается. Если же отливка достаточно массивная, то, наоборот, кокиль может нагреваться ее теплотой до температуры большей, чем требуемая рабочая, и перед следующей заливкой его охлаждают. Для этого в кокиле предусматривают специальные системы охлаждения. Манипуляторные операции достаточно просты и кратковременны, а лимитирующей по продолжительности операцией является охлаждение отливки в форме до заданной температуры. Существенным преимуществом способа, и, конечно, самое главное - исключается трудоемкий и материалоёмкий процесс изготовления формы: кокиль используется многократно. Общий припуск на механическую обработку будем определять по таблице 6 [5]. Но прежде чем воспользоваться этой таблицей, необходимо определить Определяем общий припуска на механическую обработку. Для этого: 1. Определяем класс размерной точности отливки (таблица 9 [5]): - Технологический процесс литья: литьё под низким давлением и в кокиль с песчаными стержнями. - Тип сплава: нетермообрабатываемые черные и цветные тугоплавкие сплавы и термообрабатываемые цветные легкие сплавы. - Класс размерной точности отливки - 7Т. 2. Определяем степень коробления элемента отливки (таблица 10 [5]): - Отношение наименьшего размера элемента отливки к наибольшему (толщины или высоты к длине элемента отливки) лежит в пределах от 0.025 до 0.050 (3.5/120=0.029,мм.) - Многократные формы; - Термообрабатываемые отливки после плавки; - Степень коробления элементов отливок - 4. 3. Определяем допуски размеров отливки для класса размерной точности отливки 7Т и следующих номинальных размеров (таблица 1 [5]):
4. Определяем допуски формы и расположения элементов отливки, мм, не более, для степеней коробления элементов отливки и соответствующих номинальных размеров нормируемых участков (таблица 2 [5]): Таблица 1.3. Допуски формы и расположения элементов отливки, мм, не более, для степеней коробления элементов отливки и соответствующих номинальных размеров нормируемых участков.
Допуск формы и расположения элементов отливки, мм, не более, для степеней коробления элементов отливки.
5. Определяем общие допуски элементов отливок (таблица 16 [5]),которые
указаны в таблице 1.4:
6. Определяем степень точности поверхностей отливки (таблица [5]): - Технологический процесс литья - литье в кокиль с песчаными стержнями; - Наибольший габаритный размер - лежит в пределах от 100 до 250 (120); - Тип сплава - нетермообрабатываемые черные и цветные тугоплавкие сплавы и термообрабатываемые цветные легкие сплавы; - Степень точности поверхностей - лежит в пределах от 9 до 16. Принимаем степень точности поверхностей 9. 7. Определяем ряды припусков на обработку отливок (таблица 14 [5]): - Степень точности поверхностей отливки 7Т; - Ряды припусков - 4. 8. Определяем общий припуск, на сторону, мм, не более, для ряда припуска отливки (таблица 6 [5]), который указан в таблице 1.5: Таблица 1.5. Общий припуск, на сторону, мм, не более, для ряда припуска отливки.
|
|
|
Крышка |
