
Расчет размеров прибылей и холодильников
Усадочные раковины образуются в отливках вследствие уменьшения объема жидкого металла при охлаждении и, в особенности, при переходе его из жидкого состояния в твердое. Они относятся к числу основных пороков отливок, с которыми литейщикам приходится повседневно работать. Для борьбы с усадочными раковинами применяются литейные прибыли, представляющие собой резервуары жидкого металла, из которых происходит пополнение объемной усадки отдельных частей отливки, расположенных вблизи прибыли.
От эффективности работы прибыли зависит качество отливки и процент выхода годного литья. Установка прибылей способствует выполнению принципа направленной кристаллизации.
Прибыль должна:
- обеспечить направленное затвердевание отливки к прибыли; поэтому ее надо устанавливать на той части отливки, которая затвердевает последней;
- иметь достаточное сечение, чтобы затвердеть позже отливки;
- иметь достаточный объем, чтобы усадочная раковина не вышла за пределы прибыли;
- иметь конструкцию, обеспечивающую минимальную поверхность.
Холодильники, как правило, применяются для регулирования скорости затвердевания различных частей отливки с целью достижения принципа равномерного или одновременного затвердевания.
Применение верхней л.с. позволяет получить в отливке температурный градиент соответствующий направленному затвердеванию. Таким образом, на верхние по заливке массивные части (разогретые заливаемым металлом) устанавливаем прибыли. В нижние по заливке массивные части попадет холодный металл, поэтому эти части не требуют дополнительного охлаждения, и, соответственно применения холодильников.
Расчет прибылей по методу проф. Андреева
Большинство способов расчета прибылей основаны на "методе вписанных окружностей". Суть его заключается в том, что на листе бумаги в натуральную величину вычерчивается термический узел и в него вписывают окружность так, чтобы она касалась стенок отливки. Окружность диаметром d и есть размер термического узла (рис. 3).
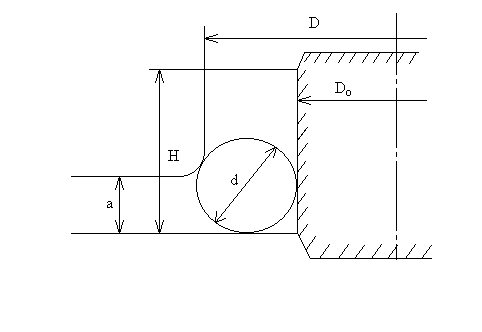
Рис. 3. Термический узел.
Прибыль №1
Диаметр круга, вписанного в узел [12, с.26], см:
d = (D-Do)*0.5+(3*a+0.5*(D-Do)2)/(8*a+1.5*(D-Do)), (26)
где a – толщина боковой стенки, a = 1.5 см;
D – наружный диаметр узла, D = 23 см;
Do – внутренний диаметр узла, Do = 18 см.
d = (23-18)*0.5+(3*1.5+0.5*(23-18)2)/(8*1.5+1.5*(23-18)) = 3.18 см
Диаметр кольца компенсирующего металла, см:
do = 0.22*(H*(D-Do)*0.5+2*a2)0.5, (27)
где Н – высота питаемого узла, Н = 6.5 см.
do = 0.22*(6.5*0.5*(23-18)+2*1.52)0.5 = 1.0 см
Диаметр прибыли, см:
Dп = do + d1, (28)
Dп = 1.0 + 3.18 = 4.18см
Высота прибыли, см:
Нп = do + 0.85* Dп, (29)
Нп = 1.0 + 0.85*4.18 = 4.55см
Длина прибыли: Lп1 = 32.18см.
Прибыль №2
Диаметр круга, вписанного в узел [12, с.26], см:
d = (D-Do)*0.5+(3*a+0.5*(D-Do)2)/(8*a+1.5*(D-Do)),
где a – толщина боковой стенки, a = 1.5 см;
D – наружный диаметр узла, D = 20 см;
Do – внутренний диаметр узла, Do = 15 см.
d = (23-18)*0.5+(3*1.5+0.5*(23-18)2)/(8*1.5+1.5*(23-18)) = 3.18 см
Диаметр кольца компенсирующего металла, см:
do = 0.22*(H*(D-Do)*0.5+2*a2)0.5,
где Н – высота питаемого узла, Н = 6.5 см.
d = (23-18)*0.5+(3*1.5+0.5*(23-18)2)/(8*1.5+1.5*(23-18)) = 3.18 см
Диаметр прибыли, см:
Dп = do + d1,
Dп = 1.0 + 3.18 = 4.18см
Высота прибыли, см:
Нп = do + 0.85* Dп,
Нп = 1.0 + 0.85*4.18 = 4.55см
Длина прибыли: Lп2 = 29.04см.
Объем прибылей
Vпр1 = 0.125*π*Dn2*Ln1+Hn+0.5*Dn+Dn*Ln1, (30)
Vпр1 = 0.125*3.14*4.182*32.18+4.55-4.18*0.5+4.18*32.18 = 551.59 см3
Vпр2 = 0.125*π*Dn2*Ln2+Hn+0.5*Dn+Dn*Ln2(31)
Vпр2 = 0.125*3.14*4.182*29,04+4.55-4.18*0.5+4.18*29,04 = 497,77 см3
Масса прибылей:
Gпр = (Vпр1 + Vпр2)*ρж.ме., (32)
Gпр = 2*(551.59 + 497.77)*7 = 14691.04г.
Выход годного равен:
ТВГ = Gотл/(Gотл+Gл.с.+Gпр), (33)
где Gл.с. – масса л.с., Gл.с. равен 10?15% от Gотл, принимаем 12%. Gл.с. = 0.12*92.66 = 11.12кг
Тогда:
ТВГ = 92,66/(92,66+11,12+14,69) = 0,78
Так как ТВГ значительно больше принятого, то скорректируем объем прибылей для получения принятого ТВГ.
Требуемая масса прибылей равна:
Gпр = Gотл/0,65-Gотл-Gл.с., (34)
Gпр = 92,66/0,65-92,66-11,22 = 38,77 кг
Суммарный объем таких прибылей равен:
Vпр = Gпр/7 = 38.77*103/7 = 5538.57 cм3
Тогда скорректированные параметры прибылей равны:
Dп = 4.5см;
Нп = 10.5см.
V'пр1 = 0.125*3.14*4.52*32.18+10.5-4.18+0.5*4.5*32.18 = 1450.45 см3
V'пр2 = 0.125*3.14*4.52*29.4+10.5-4.18+0.5*4.5*29.04 = 1308.92 см3
Масса этих прибылей:
Gпр = 2*(1450.45 + 1308.92)*7 = 38631.18г.
Тогда конечный ТВГ равен:
ТВГ* = 92,66/(92,66+11,22+38,63)=0,6507 - что очень близко к принятому.
1
2
<<перейти на страницу >>
4
