От литья металлов по пенопластовым моделям к литью по ледяным моделям
В. С. Дорошенко, dorosh@inbox.ru
Физико-технологический институт металлов и сплавов НАН Украины, Киев
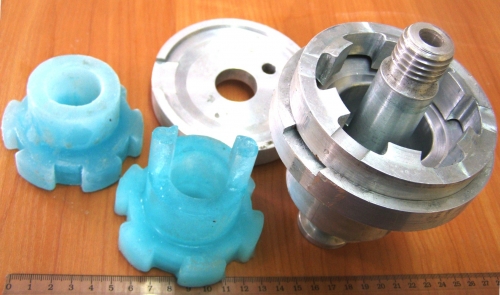
Литейное производство металлических заготовок является основной заготовительной базой машиностроиениятельного комплекса, и от его развития зависят темпы развития машиностроения в целом. Привлечение криотехнологии в литейное производство прежде всего связано с заменой органических материалов для изготовления одноразовых литейных моделей или с заменой связующих для песчаных литейных форм на лед в целях ресурсосбережения и повышения экологической безопасности производства. Если в песчаной форме присутствует сухой песок и модель изо льда, то исключаются горение связующих песчаной смеси заливаемой металлом формы с традиционными газовыделениями в цех, а также вывоз в отвал спеченных песчаных отходов (обычно до 4 т смеси на 1 т полученных отливок для традициооных технологий литья в песчаную форму). Параллельно с совершенствованием технологии литья по газифицируемым моделям (ЛГМ, Lost Foam Casting Process) из пенополистирола во ФТИМС НАНУ (г. Киев, Украина) под руководством проф. Шинского О. И. разрабатывается концептуально связанный с ЛГМ (использующий ту же модельную и формовочную оснастку) способ получения металлотливок по одноразовым моделям изо льда как конструктивного или матричного материала с незначительными добавками или примесями. На сегодня технологии изготовления ледяных моделей, песчаных форм и отливок по таким моделям институтом ФТИМС защищены десятками изобретений. В институте научно обоснованы криотехнология модельного производства, а также технологический процесс пропитки жидкостью растаявшей модели песка формы как способ сохранения очертаний литейной полости на месте растаявшей модели. Проводятся исследования тепло-, массообменных и физико-химических процессов для доведения криотезнологии до промышленного уровня. На основании изучения гидродинамики проникновения жидкого продукта от деструкции ледяной модели в толщу сухого песка вакуумированной формы на заданную глубину под действием трех факторов (перепадов газового или гидростатического давления и концентрации модельного материала) предложены три способа изготовления оболочковых форм с использованием холодно- или химическитвердеющих связующих композиций. В первом - модель служит носителем связующего, а облицовочная или единая песчаная смесь содержит отвердитель. Во втором - модель служит носителем отвердителя, а облицовочный слой песка - связующего. В третьем - модель замораживается из чистой воды (наиболее экологически благоприятный вариант), которая (расплав модели) не вступает в реакции, приводящие к отверждению формовочной смеси с добавками реагентов отвердителя и связующего (в виде порошка), но без воды эти реакции не идут. При засыпке песка в контейнер с моделью, виброуплотнении и последующим получении такими способами оболочковых форм толщиной корки 3…8 мм в состав оболочки достаточно вводить 0,3...0,4% связующего от массы песка в контейнере, что примерно на порядок меньше, чем имеется в традиционных формах из холоднотвердеющих песчаных смесей (ХТС) со связующим. Разработка составов замораживаемых в виде модели водных связывающих песок композиций, один компонент которых находится в модели, а другой в окружающей ее песчаной смеси, показала достаточно хорошую технологичность получения оболочковых форм. В одном из таких примеров использовали ледяные модели из водного раствора жидкого стекла плотностью 1,08 г/см3 при содержании в песчаной смеси быстротвердеющего цемента. Продолжительность твердения оболочки от начала таяния модели массой 0,2…0,5 кг составляла от 6 мин. и более, после полного расплавления модели остаток модельной композиции выливали из затвердевшей оболочкой, а оболочковую форму направляли на подсушку или заливку металлом в вакуумируемой форме. Также разработаны оригинальные способы нанесения на ледяные литейные модели синтетической пленки с последующим использованием технологии вакуумно-пленочной формовки. Способы получения коркообразных покрытий как оболочковых форм с герметизирующими и противопригарными свойствами позволили отработать технологию образования стабильно устойчивой песчаной поверхности рабочей полости формы. Эта технология основана на многократном обороте сыпучих материалах: несвязанного песка или песчаной смеси, которые пропитываются талой жидкой композицией модели. Избыток этой композиции выливается или откачивается из полости формы (с возможностью повторного использования), и получаются достаточной прочности формы для заливки металлом. В такие оболочковые формы получены из черных и цветных металлов отливки шестерен и полумуфт как при формовке одной ледяной модели со стояком, так и блока из двух и более моделей. Описанное применение криотехнологии для литья по одноразовым ледяным моделям деталей из металлов для машиностроения исключает или минимизирует использование полимеров или связующего для песка в литейной форме, заменяет органические (пенопластовые или парафин-стеариновые выплавляемые) модели на ледяные, а такой процесс производства отливок полностью соответствует экологически чистым безотходным технологиям.
В.С. Дорошенко Физико-технологический институт металлов и сплавов НАН Украины, г. Киев, dorosh@inbox.ru ФИЛЬТРАЦИОННАЯ ФОРМОВКА ПО ЛЕДЯНЫМ МОДЕЛЯМ Одно из научно-технических направлений в институте ФТИМС НАН Украины - крио-вакуумные технологии формовки посвящено решению задач экологизации, снижения ресурсоемкости процессов точного литья. Сочетание этого направления с компьютерным мониторингом и 3D-технологиями отражает понимание основополагающей роли продуктивности и скорости реальных процессов как одного из основных показателей их эффективности. Разрабатываемый процесс литья по ледяным моделям (ЛЛМ) в вакуумируемые песчаные формы включает операцию удаления разовой модели путем фильтрации ее расплава в песок формы с сохранением на месте модели полости формы для последующей ее заливки расплавом металла, что позволяет отнести его к разновидности фильтрационной формовки. Подобный термин использован в публикациях [1, 2] о формовке с твердением сухой сыпучей песчаной смеси после фильтрации через нее жидкости – отвердителя этой смеси. При ЛЛМ кроме подобного отвердения сухого сыпучего наполнителя с образованием оболочковой формы, фильтрация одновременно служит удалению модели из песчаной формы. Оценивая область применения ЛЛМ, учитывали, что ледяная модель в идеале может приближаться по конструкции к пустотелой стеклянной елочной игрушке, а по размерам быть в диапазоне от снежинки до ледяных блоков размером 0,25x0,5x1,0 м и весом 150 кг. Такие блоки серийно производят в морозильниках, их несложно «склеиванить» водой в сборные конструкции. Обычные для супермаркетов многометровые ряды морозильных бонет с замороженными продуктами размерами от горошины до мясной туши дают основание полагать, что подобные ряды могут стоять в цехе ЛЛМ с моделями таких же размеров и температуры. Предполагаемые преимущества процесса ЛЛМ. 1. Экологическая безопасность по сравнению с литьем по разовым моделям из органических материалов, при котором потери (в основном горение в помещении цеха) модельного материала за цикл обычно составляют 10…100%. 2. Дешевизна получения ледяных изделий при современном уровне развития холодильной техники. Обычно на производство 1 т льда расход электроэнергии составляет до 100 кВтч. Замораживание ледяных моделей на 1 т отливок массой 1 кг из железоуглеродистых сплавов требует до 50 кВтч электроэнергии. Почти 5-кратное снижение суммарных затрат на материалы и энергию при получении форм под заливку при переходе от ЛГМ к ЛЛМ благодаря низкой стоимости модельных материалов, состоящих из воды на 95% [3]. 3. Сокращение длительности и трудоемкости изготовления оболочковой формы из одного слоя толщиной 4…15 мм по сравнению с такими же показателями при получении многослойных оболочек при традиционном литье по выплавляемым моделям. Отрабатываемый процесс формовки имеет следующую длительность основных операций: засыпка и уплотнение сухой песчаной смеси в форме с моделью, герметизация пленкой и подключение к вакуум-насосу - 3…8 мин., таяние модели в форме с фильтрацией ее жидкости, отверждением оболочки и удалением избытка жидкости из полости – 10…20 мин. Затем форму направляют на заливку при вакуумировании формы, либо на подсушку и заливку, либо на извлечение оболочки из сыпучего песка и ее подсушку. Есть теплоносители и способы нагрева для совмещения плавления модели и сушки оболочки. 4. Благодаря низкой вязкости водной композиции по сравнению с воскообразными составами ледяная модель имеет четкий отпечаток от пресс-формы, чему способствует расширение воды при замораживании, практически отсутствует традиционная усадка твердой модели. Высокая прочность льда по сравнению с традиционными органическими материалами. 5. Твердение оболочек в объеме уплотненного вибрацией и вакуумом песка вокруг модели повышает точность, стабильность размеров, качество поверхности отливки и трещиноустойчивость, в отличие от традиционных оболочек, твердеющих послойно, что вызывает напряжения, и также подтверждено [2]. 6. Наличие методов послойного 3D-намораживания ледяных моделей (Rapid Freeze Prototyping) и 3D-деформирования моделей из порошкового льда на станках с ЧПУ позволит автоматизировать процесс их производства. Список литературы 1. Знаменский Л. Г., Кулаков Б. А. и др. Фильтрационное формообразование гелеобразующих систем в точном литье // Литейное производство. - 1997. - №4. - С. 34. 2. Знаменский Л. Г. Ивочкина О. В., Ердаков И. Н. Электроимпульсно-фильтрационные технологии изготовления лит. стержней и форм//Вестник ЮУрГУ.-2007.-№13.-С. 39-42. 3. Дорошенко В. С., Бердыев К. Х. Сравнительный расчет экономических затрат на изготовление песчаных форм по газифицируемым и ледяным моделям в литейном производстве // Экологический вестник России. - М. - 2011. - №10. - С. 42 - 47.
Добавлять комментарии могут только зарегистрированные пользователи. [ Регистрация | Вход ]


 В. С. Дорошенко, dorosh@inbox.ru
В. С. Дорошенко, dorosh@inbox.ru